Well Gas to Methanol Module
A client developed a novel process for generating syngas – a precursor for many chemical products.
Introduction
A client developed a novel process for generating syngas, a versatile precursor for numerous chemical products. Seeking to advance this innovation, they enlisted Re:Build Optimation to engineer and design a state-of-the-art modular chemical plant dedicated to processing this syngas into methanol. This project required a blend of cutting-edge technology and sophisticated engineering solutions to achieve high efficiency and performance in the production process.
The Problem
During the engineering and design phases, a critical opportunity for improving the methanol synthesis reaction was identified through the introduction of a recycle stream. This recycle stream was designed to recirculate unreacted gases back into the reaction loop, thus increasing the overall yield of the methanol synthesis process. However, a key challenge emerged: to further enhance the efficiency of the reaction, the concentration of hydrogen (H₂) in the recycle stream needed to be increased.
To address this challenge while maintaining a compact and efficient system, Optimation proposed the integration of membrane technology into the process. Membranes were employed to selectively increase the hydrogen concentration and reduce waste products in the recycle stream. Nonetheless, this solution presented a complex trade-off between optimizing hydrogen concentration and managing the associated pressure losses, as capturing all the H₂ would necessitate the use of large and costly compressors.
To navigate this trade-off effectively, Re:Build Optimation collaborated closely with membrane and compressor manufacturers. Through detailed process simulations and technical evaluations, the team sought to identify the optimal balance between hydrogen recovery and pressure loss to maximize yield, efficiency, and system size.
Additionally, process simulations revealed a further complication: the increased H₂ concentration in the recycle stream would lead to a gradual build-up of CO₂ in the reaction loop, potentially impeding the reaction efficiency. To counteract this, Optimation introduced a CO₂ membrane separation system, which effectively removed excess CO₂ and improved reaction conditions.
Given that prepackaged solutions for these advanced membrane technologies were not available, Re:Build Optimation took on the challenge of designing custom pressure vessels, specifying and selecting appropriate instrumentation, and developing the necessary software and control systems to manage the membrane separation processes.
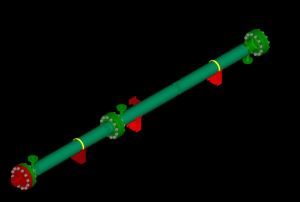
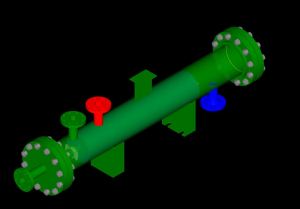
Images 1 and 2: The membranes from the manufacturer were not “plug-and-play.” Re:Build Optimation designed and fabricated custom vessels that separated the retentate and permeate streams. Not shown in the image are the instrumentation, valves, and heat exchanger that utilizes waste heat & increases the performance of the separation by heating the feed gas above its dew point temperature.

Image 3: The full design integrated the membrane vessels with heat exchangers, reactors, compressors, other equipment, and unit operations common in a large refinery or chemical plant. This chemical plant fits on a trailer and travels over the road.
Results:
This modular chemical system is deployed and creating chemicals from gases that would otherwise be flared into the atmosphere. More equipment for the next generation is being ordered for fabrication from Re:Build Optimation.

Image 4: Photo of the system after fabrication