 Table of Contents
Table of Contents
INTRODUCTION
HYDROSTATIC TESTING V.S. PNEUMATIC TESTING
PRESSURE TEST PLANNING AND SAFETY HAZARDS
HIGH-PRESSURE TESTING AUTOMATION
Just like humans, many engineered systems need to be tested and examined to make sure they’re good under pressure, ensuring safety, reliability, and functionality. Not only is pressure testing required for a new system prior to placing into service, it’s also important for existing systems that undergo repair, alteration, or upgrade. And due to system design pressure and testing standards (like ASME B31.1 or B31.3), the new equipment and piping systems will usually have to be tested at higher pressure, which requires careful planning prior to the test, knowledgeable test personnel, and vigilance/safe work practices during the test.
During fabrication, installation, automation, and testing, safety remains the #1 priority. That’s exactly the purpose of a high-pressure testing procedure, especially with new and ever-changing manufacturing processes and technologies. Most high-pressure testing occurs in a system of multiple components such as in-process or portable tanks, reactors, pipelines, gas cylinders, pumps and compressors, service/utility plumbing, boilers, and storage/fuel tanks. A high-pressure test, depending on the final equipment location and pressure setpoint, needs to simulate conditions where the process equipment will eventually be installed. Equipment environments could include extremes such as locations deep in the earth where high heat and pressure creates molten rock, or deep in the ocean at a pressure-crushing depth of 36,000 ft (bottom of the Challenger Deep Trench in the Pacific Ocean), or maybe up high in the air at an altitude 136,000 ft (Alan Eustace’s record-breaking skydive elevation in 2014, TED Talk). And if your product will be used in outer space, those conditions need to withstand full vacuum (extreme negative pressure – such as Chamber A, NASA’s thermal vacuum chamber).
Due to the dangers of subjecting manufacturing technology to high pressure, a group of technical and management personnel that are familiar with the process is required to perform the pressure tests on systems and subsystems safely. The installer, site/plant supervisor, commissioning manager, safety inspector, operator, maintenance mechanic, and pressure system engineer are all involved throughout the process to ensure that the proper pressure test procedure is written, the site and system are set up correctly, and the test is executed not only correctly, but safely.
Pressure tests must always be executed under fully controlled conditions, such as clearing the area of all personnel not involved with the test and roping-off/isolating the area prior to starting. The procedures must be pre-approved and have clear execution steps documented in detail, including the actual tests to be performed, values obtained, and signed/dated forms for record management. Personnel performing these high-pressure tests can significantly protect themselves from injuries and performance errors if they’re given a detailed pressure test procedure, the site’s Standard Operational Procedures (SOP’s), have the appropriate training, and are supported by Operations Management to secure resources and funding.
HYDROSTATIC TESTING V.S. PNEUMATIC TESTING
Two common pressure testing methods are hydrostatic and pneumatic. Depending on the equipment being tested, location, and system design, a hydrostatic test is usually performed with water as a test medium, whereas a pneumatic test uses non-flammable or nontoxic gas such as air or nitrogen. For each system to be tested, a thorough and proper review and analysis is required to choose the correct testing procedure, test fluid, and setpoint pressure.
EXTRA READING: Hydraulic Hoses for automotive grade work must be tested to meet and exceed SAE (Society of Automotive Engineering) standards. Learn about one such High Pressure Testing success story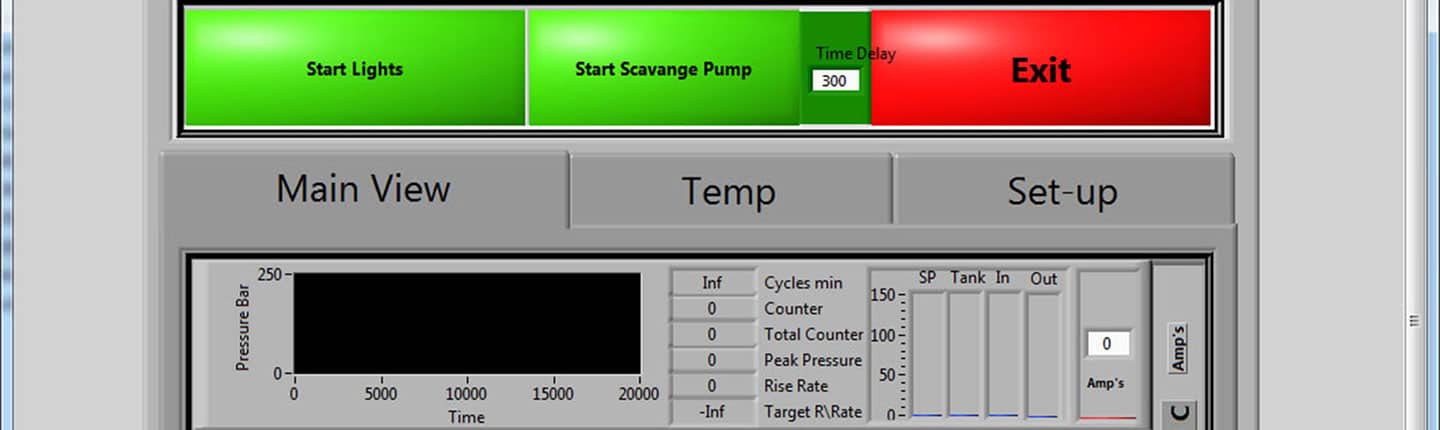 from Re:Build Optimation here: HYDRAULIC HOSE PRESSURE TEST SYSTEM
from Re:Build Optimation here: HYDRAULIC HOSE PRESSURE TEST SYSTEM
In hydrostatic testing, the main goal is to completely fill up the process equipment (pipe, valves, instruments, and with no air pockets), pressurize the water in the system, monitor the test pressure gauge for pressure drop, as well as the system exterior for drips and wet spots. Note that some tests require the water to be dyed to visually aid leak detection. Pressure tightness can be assessed by closing the supply valve after the entire system is completely filled with water, waiting for a pre-determined hold period (to account for temperature effects), and then observing any pressure loss on the calibrated test pressure gauge.
After completely filling the system, draining and venting to remove all trapped air, the pressure test team would subsequently monitor and analyze the level of pressurization after a hold period (allowing the temperature of the system and environment to match). After the hold period, if a pressure change occurs that is outside of tolerance (maybe higher or lower than setpoint, depending on environment), then a leak has been detected within the system. Hydrostatic testing is best suited for indoor systems using high-pressure operations where moisture isn’t a dependent or damaging variable, and any residual water left behind after draining/purging is not a product contaminant.
After a process has been pressure tested successfully, there will always be preventative maintenance pressure testing needed at a later date. In that case, the process would be shutdown, no product would be manufactured, and the pressure test process would commence, which is typically very time-consuming, often requiring meticulous data collection and supervision. With new manufacturing technologies, automation, and process data-logging, pressure test data can now be recorded in real-time with end-to-end visibility. This is considered one of the biggest advantages of automation in the industry – to be able to monitor your entire manufacturing technology ecosystem from pre-check and start-up, through steady state operation, and finish with depressurization and product removal.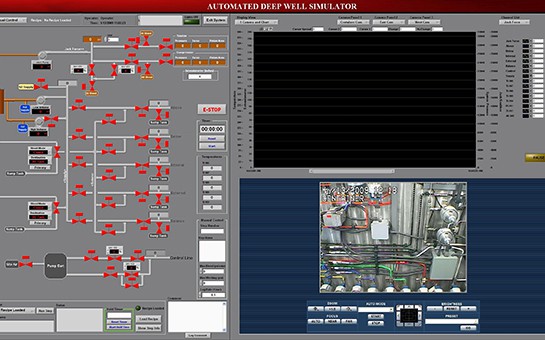


The pneumatic test is another very acceptable pressure test method, but potentially more dangerous than the previous method due to a higher level of stored energy. This test method is best used for gas pipelines, and exterior piping systems where freezing is a concern, and when residual moisture is considered a risk variable that might affect sensitive products. Note that according to the SLAC National Accelerator Laboratory, installation of a pressure relief valve is required for a pneumatic test, but this is always good safety practice regardless of which test you are performing.
EXTRA READING: Learn about our Custom Designed, Safety 1st, Turn-Key Pressure Testing solution for underground drilling equipment. This solution was built entirely in a shipping container to assure safety, portability and turn-key operation. HIGH PRESSURE TEST SIMULATION BLOG
PRESSURE TEST PLANNING AND SAFETY HAZARDS
There are 4 main segments for safely testing a system prior to turnover to the Operations Dept, including the high-pressure test referenced in this article:
- Planning and Writing Procedures
- System and Area Setup
- Performing and Recording
- Reporting and Final Documentation/Archiving
During a pressure test plan there must be at least the following information:
- Contact personnel with emergency numbers listed
- Pressure Test Plan Form (written by the Project Engineer or Mechanic, and approved by their supervisor, as well as the Site Safety Manager and Commissioning Manager/Engineer for the system involved)
- Drawings of the system being tested, including location of the test setup, identification of test boundaries, and all blank/blind flange locations if applicable (this is to prevent damage to equipment/instruments/valves)
- Exclusion zone drawing with location of signage, barricades, or other controls. The test area must be roped off and personnel not involved with the test are not allowed within this boundary
- Test setup detail (components’ pressure ratings, pressure relief valve settings, and drain/vent locations)
- Product data sheets of individual components involved with the test (if applicable)
- Pressure gauge calibration sheet. The gauge must have calibrated within the previous 12 months with a pressure gauge sized precisely for the test pressure to be set up in the middle third of the gauge’s pressure range. Equipment, piping, and instrument material must all be compatible with the test fluid.
- Detailed written test procedures
- Locations on form for recording test data, as well as test inspector/manager signature & date
Conducting a high-pressure test can be a dangerous process. Planning for unforeseen events should be taken into account prior to execution, all test equipment must be inspected prior to use, and the piping/test instruments must be connected securely to the system. To understand the hazards of high pressure testing, take a case in 1993, where an employee was reported to have been fatally struck by a plug during a hydrostatic test, resulting in death. The United States Department of Labor reported:
“At 1:00 p.m. on September 27, 1993, a hydrostatic test crew operator and two helpers began testing 19 sections of 7 inch P-110 casing pipe at 9,500 psi. The activities were being conducted in the pipe testing building, adjacent to the pipe threading building and north of the sales and service office. The hydrostatic crew would roll the pipe onto the holding devices, check the drift (proper dimensions), apply thread dope, install the front header plug and rear “gun” plug, align the header plug bleed valve, fill the pipe with water, close the bleed valve, tighten the header plug, and assume their designated positions for pressure testing in accordance with pressure test specifications. After conducting the pressure test, employees would drain the water, remove the plugs, roll the pipe down the line, grease the threads, and stencil the pipe. Near 4:00 p.m. the crew was working on pipe section number 18. About 4:15 p.m., the pipe was filled with water and the crew began the pressure test. At 1,000 psi the header plug exploded blew out of the coupler on the pipe and struck Employee #1. Coworkers rushed to his aid and emergency medical services were notified. CPR was administered. Medical services arrived and transported Employee #1 to the hospital, where he died at about 5:00 p.m.”
Although no further detail was shared, it was evident that there were three (3) possible causes of this accident:
1) The header plug wasn’t properly connected to the system
2) The components (possibly the coupler or the pipe) were defective
3) The formal pressure test procedure was not properly planned and executed to facilitate a safe pressure test at the designated pressure test setting.
Most hazards in pressure testing come from the abrupt release of stored energy. Unlike normal (lower pressure) testing, high-pressure testing accidents can result in severe injuries and even death as the DOL report above shows.
According to the Mechanical Contractors Association of America (MCAA), several pressure testing hazards include:
- Flying objects such as valves, instruments, flanges, gauges, fasteners, and fittings.
- Flying shrapnel such as small pieces of equipment, pipe, pipe fittings, instruments, or other system components that shatter into parts from the over-pressure condition.
- Oxygen displacement (from an enclosed room, confined space, or below ground area) by an inert gas when used for testing, which will be a less obvious safety hazard.
- Flooding in areas where energized electrical sources are present.
- High-pressure release of dangerous liquids or gasses (special process fluids used for testing due to Operating Dept contamination control of the new system) that are corrosive to human tissue or lungs.
- High-pressure steam or water that forcefully sprays out of the system and hits a test person, which could cause human tissue injury, or worse (injections, or even amputations).
Less obvious injuries, but still lethal, include:
- Asphyxiation from a slow leak or the unexpected release and accumulation of inert test gas, such as nitrogen, helium, or argon, especially in confined spaces or low-lying areas such as equipment rooms, pits, basements, and tank storage dikes.
- Electrocutions from flooding in areas where energized electrical sources come into contact with a conductive liquid (usually water).
There are many common causes for system leaks or actual pressure test failures, including non-tightened connections, weld joint leaks, equipment or component defects, system over-pressurization over setpoint, inadequate test equipment, operational error, modification failure, inadequate design, and many more.
It is true that we cannot assure 100% safety in all circumstances, but with the right training, upfront planning, and clear instructions, workers can significantly minimize their risk and will be better equipped with a safe testing process through clearly written procedures and plant SOP’s. This is especially true in manufacturing environments where machines are always running and pressure vessels are continually pressurized. It’s critically important, even lifesaving, to have upfront planning, clear test procedures and SOP’s, and proper system setup before conducting a high-pressure test.
HIGH-PRESSURE TESTING AUTOMATION
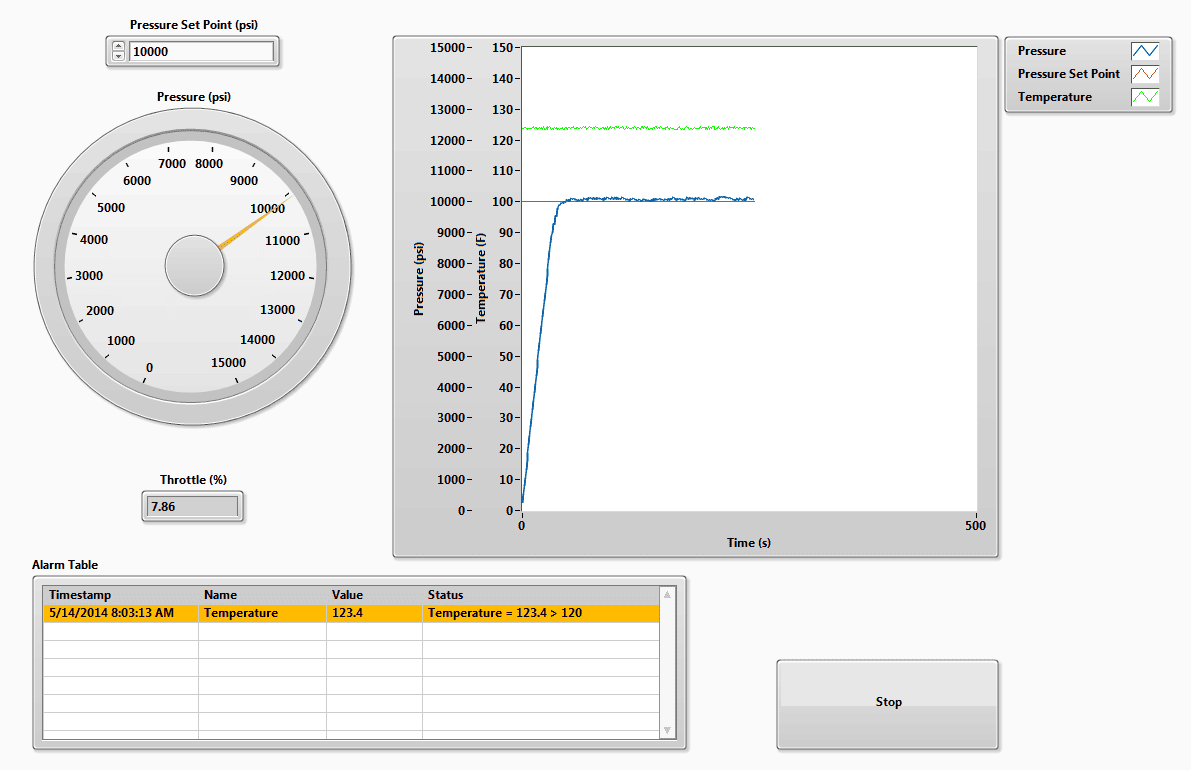

High-pressure testing is necessary prior to putting individual equipment and systems into operation. The process isn’t easy and holds significant risks, which is why industry prefers automated solutions. With various technologies already in the market, high-pressure testing can now be facilitated with digital testing software where the operator can map out valve flow paths and analyze pressure limits for each component in the system. Besides the tried-and-true leak detection methods mentioned earlier, other new and innovative methods are appearing. Using vision sensors and remote cameras is popular, and acoustic data can also potentially highlight leaks in a system. Although some of these technologies are designated primarily for the oil and gas industry, they have begun migrating to other industries.
Data collection and result analysis is another part of the new wave of high-pressure test procedures. State-of-the-art manufacturing technologies are constantly transforming and improving, while older test methods and procedures have been phased out because they no longer provide the critical/reliable results needed. Process & mechanical engineering and design, automation and systems integration, skilled trades fabrication, maintenance, and management are all key needs for a growing, safe, and effective business.
EXTRA READING: Re:Build Optimation worked with GW Lisk (a valve assembly, solenoid and sensor manufacturer in WNY) to build a High Pressure Test Stand with a high level of automation designed into the system. The system saves on manual labor and significantly reduced cycle times. Read more here: GWLISK HIGH PRESSURE TEST SYSTEM BLOG

High-Pressure Testing is known for its standardized safety processes and is undergoing its own industrial revolution today. With new high-pressure equipment being brought online every day, and existing systems always changing and upgrading, more automation and new test procedures and recipes are needed, and engineers are eliminating the need for manual processes and improving decision-making productivity.
By partnering with Re:Build Optimation, you’re allowing your business to experience an agile, end-to-end project solution with proven test systems. Re:Build Optimation can autonomously log data to a central server for use by multiple departments in the plant, like Safety, Operations, Maintenance, QC/Product Documentation, and Plant Management.
By mirroring the data logging of the clients’ existing systems, operator training time is reduced by not requiring special data logging instructions for one unique tester. The common data format and storage location also allows for faster data analysis and quicker identification of a safety incident slowly brewing, or graphical trends for each production run, showing both the good and bad. Upgrading to commercially available data acquisition hardware can reduce any potential system downtime due to a hardware failure, and can even catch process variable shifts that may indicate excessive equipment wear, or worse – equipment failure during an actual product run. And if an older hardware system failed without replacement parts available, a system can be offline for weeks, delaying production, as the system waits to be upgraded to operate on newer hardware. Catching an unintended trend with data logging and predictive maintenance prior to catastrophic equipment failure is good for everybody. It’s not just shutdown avoidance – it’s also a big safety enhancement for plant personnel.
To discuss your pressure testing needs with Re:Build Optimation pros Contact Us today.
Contact Us
Form located in the contact us page